

Comprehensive Industry 4.0 Solutions
Our comprehensive Industry 4.0 solutions are designed to revolutionize manufacturing by integrating with advanced technologies and smart manufacturing principles. These solutions provide a holistic approach to transforming your production processes, ensuring seamless interconnectivity, real-time data analytics, and unparalleled efficiency. Key Features include real-time monitoring and control, enhanced traceability & quality assurance, optimization of overall equipment effectiveness (OEE), innovative workflow modeling, seamless integration, and advanced data analytics.
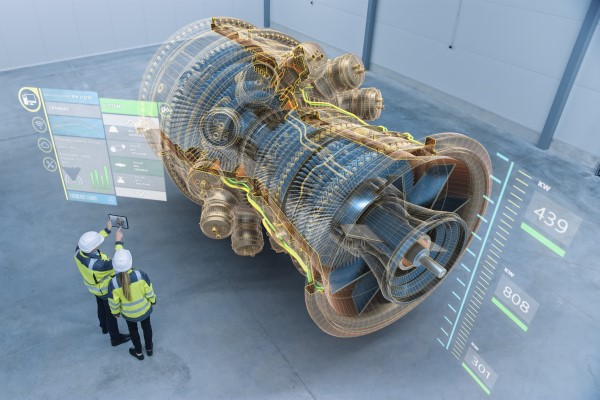
Smart Manufacturing Factory
Leverages Industry 4.0 technologies to create a highly interconnected, automated, and data-driven production environment. It integrates with advanced robotics, IoT devices, AI, machine learning, and big data analytics to optimize manufacturing processes, enhance efficiency, and ensure superior quality. This intelligent ecosystem enables real-time monitoring, predictive maintenance, adaptive production planning, and seamless integration of various manufacturing systems.

Industrial Internet of Things (IIoT)
The network of physical devices, vehicles, buildings, and other items is embedded with electronics, software, sensors, and network connectivity. IIoT enables real-time monitoring and data collection from various manufacturing processes, improving situational awareness, operational efficiency, and predictive maintenance in highly complex manufacturing environments.
Digital Twin Technology
A digital twin is a virtual replica of a physical product, process, or system that can be used for simulation, analysis, and control. Digital twins enable the simulation and optimization of manufacturing processes, product lifecycle management, and the testing of scenarios in a virtual environment before applying changes in the real world. This is particularly valuable for the development and maintenance of complex systems.


Big Data and Analytics
The process of analyzing large and varied data sets to uncover hidden patterns, unknown correlations, and other useful information. Big data analytics can optimize supply chains, improve quality control, enhance decision-making processes, and support predictive maintenance. For most major manufacturers, this is critical in ensuring high reliability and performance standards.
Advanced Robotics and Automation
The use of robots and automated systems to perform manufacturing tasks. Advanced robotics enhance precision, repeatability, and efficiency in production. Automation reduces human error, speeds up production times, and allows for the handling of complex assembly tasks.

AI & ML
Artificial Intelligence (AI) and Machine Learning (ML) utilize advanced algorithms and data-driven models to enable systems to learn, predict outcomes, and automate decision-making processes. In the context of manufacturers with demanding requirements, these technologies are crucial for enhancing operational efficiency, precision, and innovation. These technologies deliver significant advantages in efficiency, reliability, and strategic decision-making, making them essential components of a modern manufacturing system.
Advanced Industry 4.0 Software Solutions
Our Industry 4.0 solutions offer a suite of tools designed to manage, streamline, and optimize all aspects of manufacturing operations. Our solutions ensure efficiency, safety, and compliance in every area of your manufacturing processes.
Smart Factory Integration
Enable seamless communication between machines, sensors, and control systems. Optimize production processes, enhance operational efficiency, and reduce downtime with real-time data exchange and automation.
Advanced Robotics
Deploy cutting-edge robotics to automate complex manufacturing tasks. Increase precision, reduce human error, and enhance productivity in both standard and high requirement manufacturing environments.
Industrial Internet of Things (IIoT)
Leverage IIoT to connect and monitor equipment and processes. Collect and analyze data from connected devices to improve decision-making, predictive maintenance, and operational efficiency.
Digital Twin Technology
Create virtual replicas of physical assets to simulate and optimize manufacturing processes. Enhance design, production, and maintenance strategies through real-time monitoring and predictive analytics.
Cyber-Physical Systems
Integrate cyber-physical systems for real-time control and feedback. Enhance system reliability, efficiency, and adaptability in high-stakes manufacturing environments.
Additive Manufacturing
Utilize 3D printing technologies for rapid prototyping and production. Reduce material waste, lower costs and accelerate time-to-market with flexible and customizable manufacturing solutions.
Big Data Analytics
Harness big data analytics to process and analyze vast amounts of production data. Gain actionable insights to optimize manufacturing operations, improve quality control, and reduce operational costs.
Artificial Intelligence and Machine Learning
Implement AI and machine learning algorithms to automate decision-making, improve process optimization, and enhance predictive maintenance. Enable intelligent manufacturing systems capable of self-learning and adaptation.
Edge Computing
Deploy edge computing to process data closer to the source. Improve response times, reduce bandwidth usage, and enhance the reliability of critical manufacturing applications.
Cybersecurity
Implement robust cybersecurity measures to protect sensitive manufacturing data and systems. Ensure the integrity, confidentiality, and availability of information in your manufacturing facility.
Machinery & Hardware Integration
Integrate various machinery and hardware seamlessly, including PLC (Programmable Logic Controllers), CNC Machines, SCADA (Supervisory Control and Data Acquisition) Systems, HMI (Human Machine Interface), Modbus, OPC-UA (Open Platform Communications Unified Architecture), EtherCAT, PROFINET, RFID (Real-time WIP Tracking), Barcode, and/or QR code. Can enhance interoperability and streamline manufacturing processes.
Manufacturing Execution System (MES)
Implement MES to monitor and control manufacturing operations in real time. Improve production efficiency, reduce waste, and ensure compliance with manufacturing standards through seamless integration of Industry 4.0 technologies.
Quality Management System (QMS)
Utilize QMS to maintain high-quality standards in manufacturing processes. Industry 4.0 technologies enable real-time quality monitoring, predictive quality analytics, and automated compliance reporting.
Enterprise Resource Planning (ERP)
Enhance ERP systems with Industry 4.0 capabilities to integrate data from various sources, providing a unified view of operations. Improve decision-making, resource allocation, and operational efficiency across the manufacturing enterprise.
Supply Chain Management (SCM)
Leverage Industry 4.0 to enhance SCM with real-time visibility and traceability. Optimize supply chain operations, reduce lead times, and improve collaboration among stakeholders through advanced data analytics and IoT integration.
Product Lifecycle Management (PLM)
Integrate Industry 4.0 technologies in PLM to streamline product development, production, and end-of-life processes. Improve collaboration, reduce time-to-market, and enhance product innovation through digital twins and data-driven insights.
Maintenance Management
Implement predictive maintenance strategies using Industry 4.0 technologies. Reduce downtime, extend equipment life, and improve maintenance efficiency through real-time monitoring and predictive analytics.
And More!
Request a Demo or Contact Us
Speak to a representative at (415) 636-8018 to schedule a demo or inquire for more information.