Why Your MES System Feels Slow and How to Improve Manufacturing Execution

Summary
×MES Feels Slow When Execution Rules Stay Outside the System
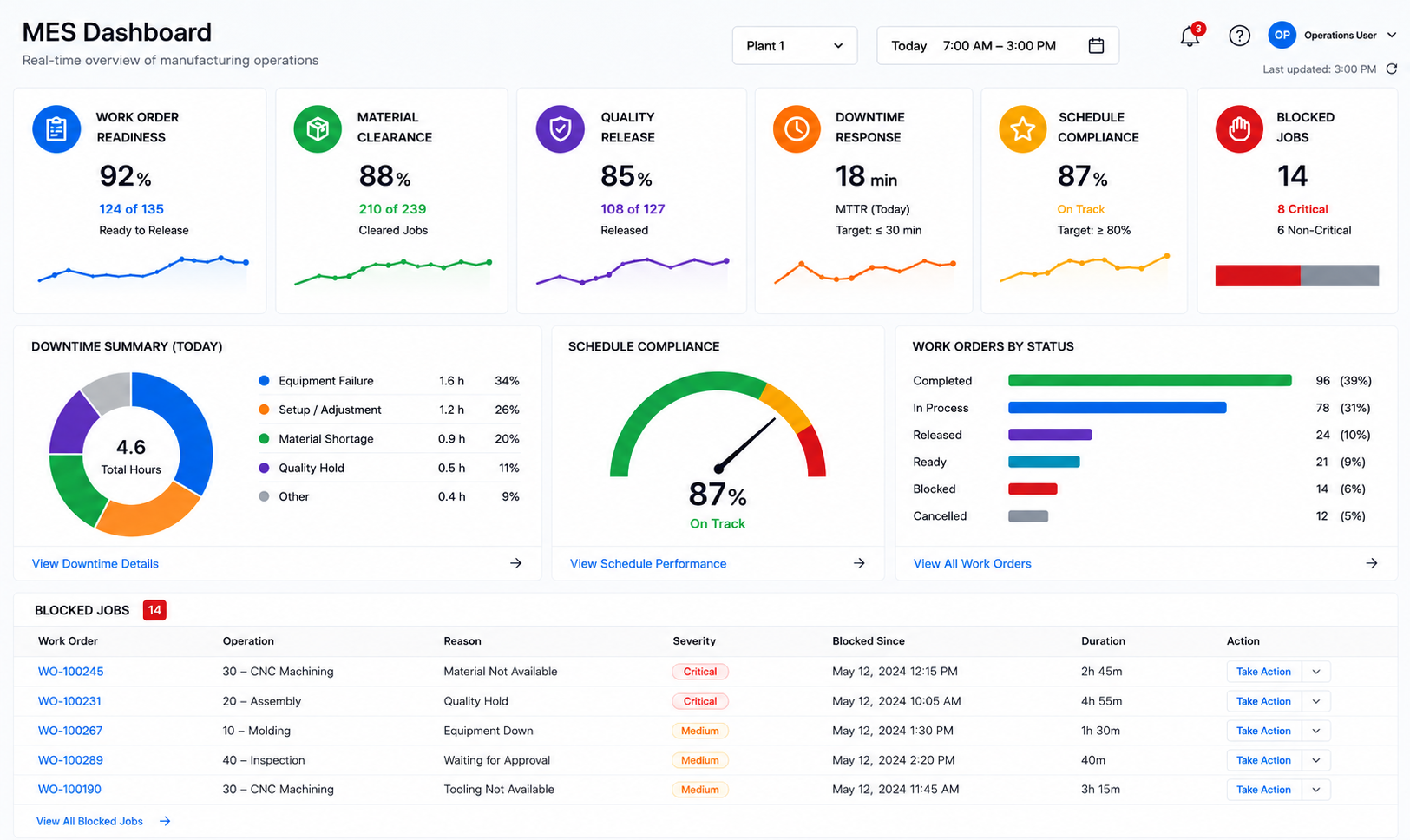
A work order reaches the station before materials are cleared. A batch waits because quality has not released it. A machine stops, but maintenance sees the issue after output has already fallen. A schedule changes, but the operator queue still shows the old priority. These daily disconnects highlight the invisible friction on the shop floor, where a lack of real-time synchronization forces teams to work blindly, ultimately driving up lead times and crushing factory productivity.
The issue is not lack of data. The issue is that key execution rules still depend on messages, spreadsheets, supervisor checks, or separate systems. In many plants, the delay is not dramatic at first. Ten minutes waiting for material release, another ten minutes confirming a quality hold, and another ten minutes reconciling the job queue can remove 30 minutes from a shift before the problem appears in a formal report. The sharper question is: can the job start, move, pause, or escalate without checking outside the MES? If not, the MES is still acting more like a reporting layer than an execution system.
Work Orders Need a Readiness Gate Before Release
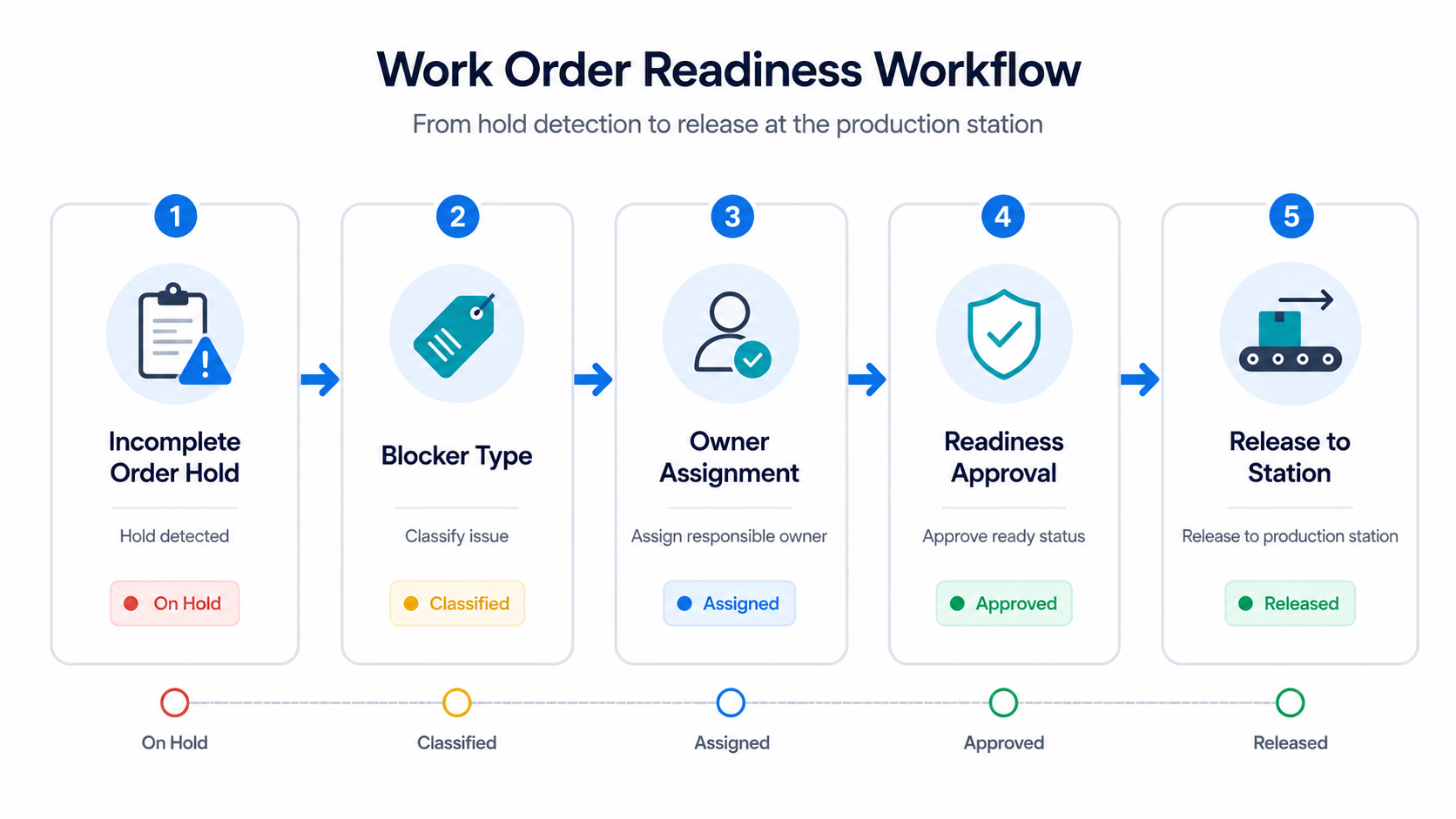
A released work order should not automatically reach the operator queue. If materials, routing, tooling, quality requirements, machine availability, or operator qualification are incomplete, the MES should stop the job before it interrupts the station. Enforcing this digital gate ensures that only fully validated jobs consume floor capacity, preventing premature production starts from causing costly changeovers, idle operator time, and unnecessary shop floor chaos.
A readiness gate should enforce:
Hold incomplete work orders: Stop the job before it reaches the operator screen.
Identify the blocker: Show whether the issue is material, routing, tooling, quality, machine availability, or labor qualification.
Assign the next owner: Route the task to planning, warehouse, engineering, quality, maintenance, or production supervision.
Release executable work only: Show operators only jobs that can run during the current shift.
This turns work order release from a scheduling action into an execution-ready decision. Operators stop discovering missing preparation at the station, and supervisors spend less time chasing basic readiness problems. By shifting the burden of readiness checking from the shop floor to the system, the plant eliminates the idle time caused by missing inputs, allowing both operators and supervisors to focus entirely on maintaining peak throughput.
Materials Need Release Rules Before Production
Material shortage should not be discovered after the operator starts the job. MES should confirm that the right material is available, released, and assigned to the correct work order before production begins. Establishing this automated validation before the first part is processed permanently removes the risk of mid-production stalls, ensuring that valuable machine time and operator labor are never wasted on incomplete batches.
MES should enforce:
Match material to the job: Confirm item, quantity, revision, lot, and station before release.
Block restricted stock: Prevent held, reserved, unissued, or inspection-pending material from production use.
Control substitutions: Require approval before substitute material can be consumed.
Track consumption: Connect issued, consumed, scrapped, and returned material to the correct operation.
This turns material status from a warehouse report into a production release rule. The line no longer loses time because inventory exists somewhere but cannot be used for the job in front of the operator. By bridging the gap between physical location and operational readiness, the system ensures that material is not just present on paper, but actively staged and allocated to sustain continuous, uninterrupted line velocity.
Quality Issues Need Scoped Containment
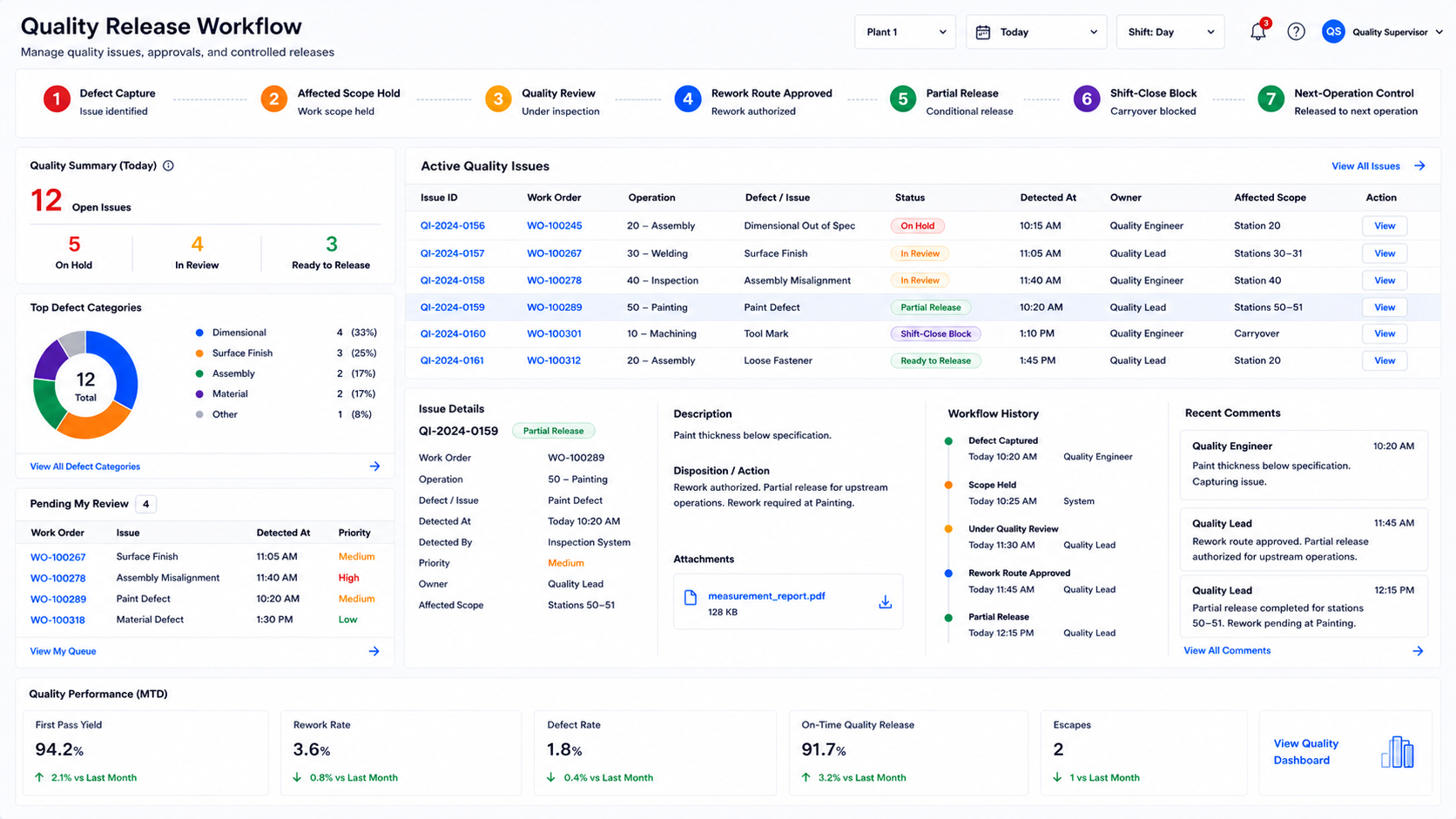
A defect should not automatically slow the whole plant, but it also should not move forward without control. MES should isolate the affected lot, batch, serial range, operation, or workstation before risk reaches the next step. By enforcing this localized containment, the system walls off the issue instantly, preventing localized deviations from snowballing into widespread quality escapes while keeping the rest of the factory running smoothly.
Scoped containment should enforce:
Freeze the affected scope: Hold the impacted batch, lot, serial number, operation, or workstation.
Route the review: Send the issue to the correct quality owner based on defect type and severity.
Control rework: Require an approved rework path before product returns to normal flow.
Block movement: Stop next-operation movement or shipment when release conditions are not complete.
Prevent shift close: Make it impossible to close a shift while any open quality hold, unresolved rework route, or blocked lot remains without an owner and disposition.
This turns quality from a late inspection record into an execution rule. The plant can stop the right risk without slowing every order unnecessarily. By converting compliance criteria into active operational gates, the system empowers the floor to quarantine specific nonconformances in real time, shifting the quality department from a reactive historian to an automated guardian of throughput integrity.
Downtime Needs Action Before Output Is Lost
Short stops can damage output before the shift report shows the loss. MES should treat downtime as an action trigger, not only as a historical record. Converting brief equipment pauses into instant operational alerts allows maintenance and engineering to intervene immediately, preventing minor technical hiccups from compounding into severe capacity losses and blown production targets.
Downtime response should enforce:
Capture the stop: Record machine stops automatically when available, or require quick operator confirmation.
Classify the cause: Separate equipment, material, tooling, changeover, quality, and waiting-time causes.
Escalate repetition: Trigger supervisor or maintenance review when the same cause repeats.
Show production impact: Connect the stop to the affected order, line, estimated loss, and responsible owner.
This helps supervisors and maintenance teams act while output can still be protected. The plant does not wait for the end-of-shift report to understand which interruptions are already damaging production. By providing this immediate visibility, the system shifts the team from passive recovery to active protection, ensuring that critical floor intervention happens exactly when it can preserve the day's schedule and margin.
Priority Changes Need a Live Shop Floor Queue
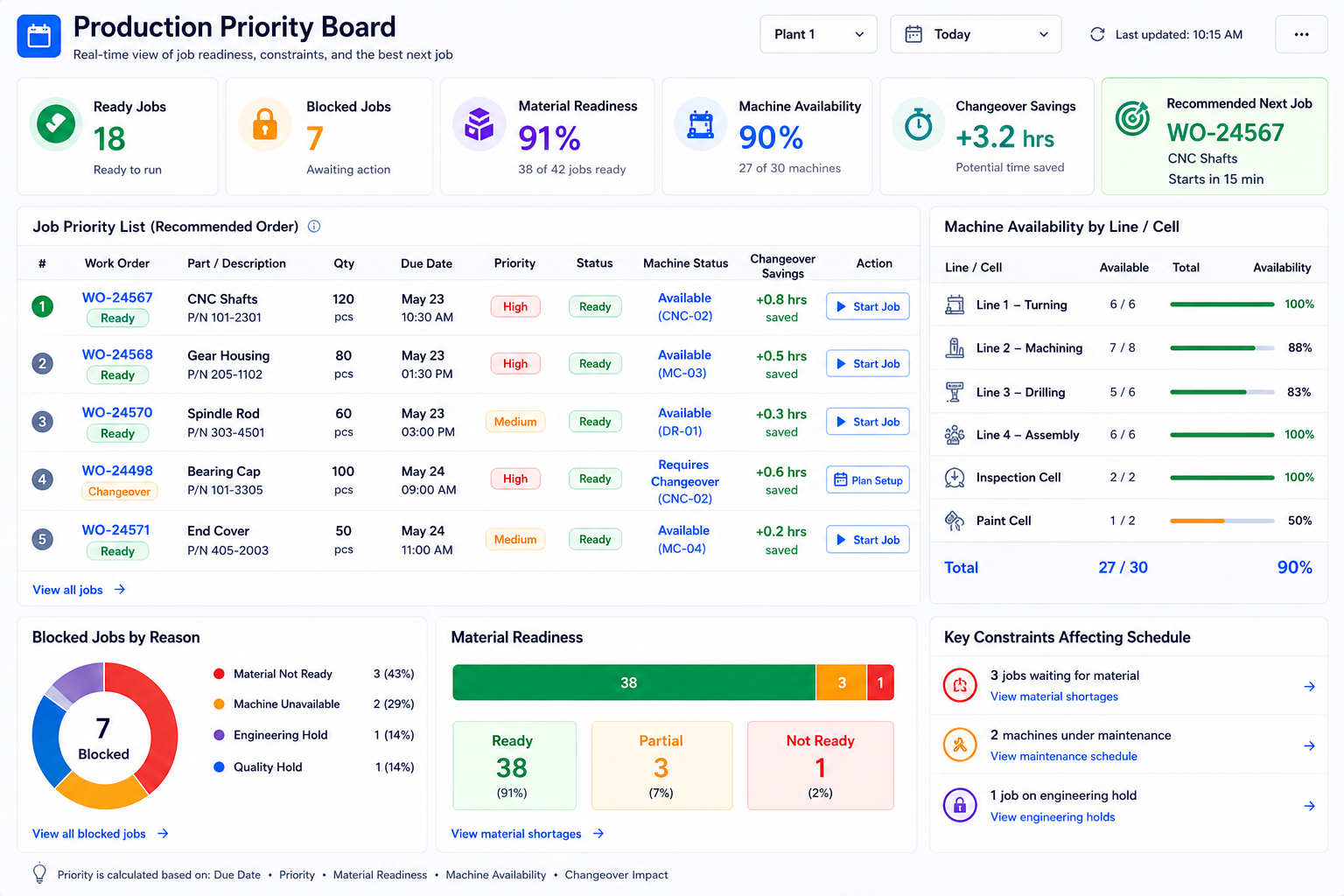
High-mix production slows down when the schedule changes but the MES queue stays old. MES should update the shop floor queue before operators start the wrong job. Instantly synchronizing the scheduling engine with the operator screen eliminates the risk of accidental overproduction, ensuring that rapid sequence changes are executed on the floor without a single minute wasted on outdated priorities.
A live queue should enforce:
Push priority changes: Move approved schedule changes into the operator and supervisor view.
Mark blocked jobs: Show jobs that cannot run because material, tooling, quality release, or machine availability is missing.
Recommend the next job: Use readiness status to guide supervisors toward work that can actually run.
Protect due-date risk: Highlight jobs where delay affects customer delivery or downstream production.
This keeps planning and execution aligned during the current shift. Supervisors spend less time comparing schedules and more time clearing the work that matters now. By automating the handoff between the planning office and the machine interface, the system eliminates administrative friction, freeing plant leaders to focus entirely on eliminating bottlenecks and maintaining steady line momentum.
Faster MES Execution Comes From Fewer Uncertain Decisions
A faster MES does not need more screens. It needs clearer rules for what can start, what must wait, what must stop, and who must act next. By embedding this operational logic directly into the software architecture, the plant replaces information overload with decisive clarity, turning a complex digital dashboard into a lean engine for disciplined shop floor execution.
MES should answer:
Which work is ready to start?
Which material is cleared for use?
Which product is allowed to move forward?
Which machine issue requires action now?
Which job should run next?
These decisions determine whether the factory moves smoothly or loses time through repeated checking, waiting, escalation, and rework. By embedding objective enforcement rules directly into the workflow, the system removes human second-guessing, converting standard operational procedures from training manual concepts into the literal rhythm of the production line.
Management Needs an Execution-Risk View
Management does not need another dashboard that only shows output, OEE, scrap, and downtime after the shift ends. Plant leaders need a live risk view that shows blockers, owners, and required actions. By shifting the focus from historical post-mortems to active roadblock resolution, the platform elevates management from passive scorekeepers to proactive enablers of operational flow.
A useful MES execution-risk view should answer:
Which work orders are blocked before release?
Which lines are waiting for material, tooling, quality release, or maintenance response?
Which quality holds are stopping production or shipment?
Which repeated downtime causes require corrective action?
Which jobs are running against the wrong priority?
Which late orders are caused by readiness gaps rather than capacity?
Which owner must act today to prevent missed output?
This turns MES reporting into daily execution control. Managers see where delays are forming, supervisors see what must be cleared next, and leadership can understand whether the issue comes from planning, warehouse, quality, maintenance, or production discipline. Without this view, teams chase data after production has already slowed. With it, supervisors clear blockers while output can still be protected.
How Industry Software Supports Manufacturing Execution Before Delays Reach Output
Industry Software supports manufacturing execution by connecting the rules that decide whether work can move: work order readiness, material clearance, quality release, downtime response, schedule priority, and execution-risk visibility. By weaving these disjointed touchpoints into a unified digital nervous system, the platform ensures that floor decisions are driven by real-time facts rather than assumptions, fundamentally transforming factory chaos into predictable, high-velocity output.
The platform helps manufacturers:
Start with the most urgent bottleneck: Deploy MES improvements by module, such as work order readiness, material release, quality control, downtime tracking, or production dashboards.
Configure rules around real workflows: Adjust release rules, station views, routing logic, quality checks, downtime reasons, approval paths, and reporting views around each plant’s operating conditions.
Support fast process refinement: Update workflows quickly when supervisors, operators, quality teams, or managers identify execution gaps after go-live.
Improve value without heavy implementation pressure: Strengthen execution control with practical scope, phased rollout, and cost-effective deployment.
Connect plant and office teams through cloud-based usage: Allow supervisors, operators, warehouse teams, quality teams, and management to work from updated execution data without complex local setup.
Without this structure, MES records why execution slowed. With Industry Software, teams can control the points where delays begin. Industry Software helps manufacturers reduce avoidable waiting, clarify ownership, improve adoption, and strengthen daily production discipline. By transitioning from a passive archive of failure to an active interceptor of operational friction, the software locks in process integrity, transforming standard floor chaos into a highly disciplined, self-correcting manufacturing operation.