Production Control Should Happen While Work Is Still Running
Production problems are most expensive when they are discovered after the shift ends. A line falls behind schedule, a quality issue repeats, a machine stops several times, or labor hours exceed plan, but management may not see the full impact until the daily report is reviewed. By then, lost output has already become a business result.
Consider an automotive parts manufacturer running three production lines across two shifts. Before MES implementation, production exceptions were reviewed mainly through shift reports and supervisor meetings. Average response time to production abnormalities was 45 minutes, OEE averaged 68%, and late work order completion created regular shipment pressure.
After connecting work orders, downtime events, quality checks, and line status through MES, exception response time fell to 12 minutes and OEE improved from 68% to 79% over six months. The improvement did not come from collecting more data. It came from making production risk visible while teams still had time to act.
Hard rule: Make it impossible for critical production issues to remain invisible until end-of-shift or end-of-day reporting. Business benefit: faster response, lower production loss, stronger schedule control, and better shop floor accountability. By enforcing this real-time visibility, operations can stop treating issues as historical facts to review and start managing them as exceptions to resolve, directly driving these core operational benefits onto the shop floor.
The Production Execution Health Index
Manufacturers need a practical way to understand whether production is truly under control. Output alone is not enough. A line may produce high volume while creating quality risk, downtime pressure, or hidden exception backlog. A useful metric is the Production Execution Health Index: Production Execution Health Index = (Schedule Attainment × First Pass Yield) ÷ (Downtime Frequency + Average Exception Response Time).
For example, one production line has 92% schedule attainment and 96% first pass yield. During the shift, it records 4 downtime events and an average exception response time of 18 minutes. Production Execution Health Index = (0.92 × 0.96) ÷ (4 + 18) = 0.040. Another line has 88% schedule attainment and 91% first pass yield, but 9 downtime events and an average exception response time of 35 minutes. Production Execution Health Index = (0.88 × 0.91) ÷ (9 + 35) = 0.018. The second line may still be producing, but its execution health is much weaker. This type of index helps supervisors and plant managers compare lines, shifts, or work centers using execution risk instead of output volume alone.
Hard rule: Make it impossible to evaluate factory performance using output quantity alone when schedule, quality, downtime, and response time show execution risk. Business benefit: clearer production prioritization, faster supervisor intervention, and stronger control over daily factory performance. By rejecting simple volume metrics in favor of these operational realities, management ensures that underlying execution risks are never masked by high output, directly unlocking precise control and faster response on the shop floor.
Work Orders Should Become Execution Control Points
A work order should not be treated as paperwork that starts production and closes after completion. In a controlled factory, the work order becomes the execution record that connects materials, labor, equipment, routing, quality checks, production progress, and exceptions. It should show whether production is ready, in progress, delayed, held, or complete.
Without this control, work orders may appear active even when materials are missing, equipment is unavailable, quality checks are incomplete, or the line is waiting for instruction. Production teams may continue relying on verbal updates, local spreadsheets, or shift notes to understand what is actually happening. This creates delay and weakens management visibility.
Key execution controls should include:
Work order release status
Material and routing readiness
Actual production progress
Operator and machine assignment
Exception and hold status
Hard rule: Make it impossible for a work order to progress without visible status, ownership, and completion tracking. Business benefit: clearer execution control, fewer hidden delays, faster supervisor intervention, and more reliable production scheduling. Enforcing this explicit tracking ensures that no job moves forward in the dark, removing blind spots from the process and directly converting this visibility into predictable shop floor performance.
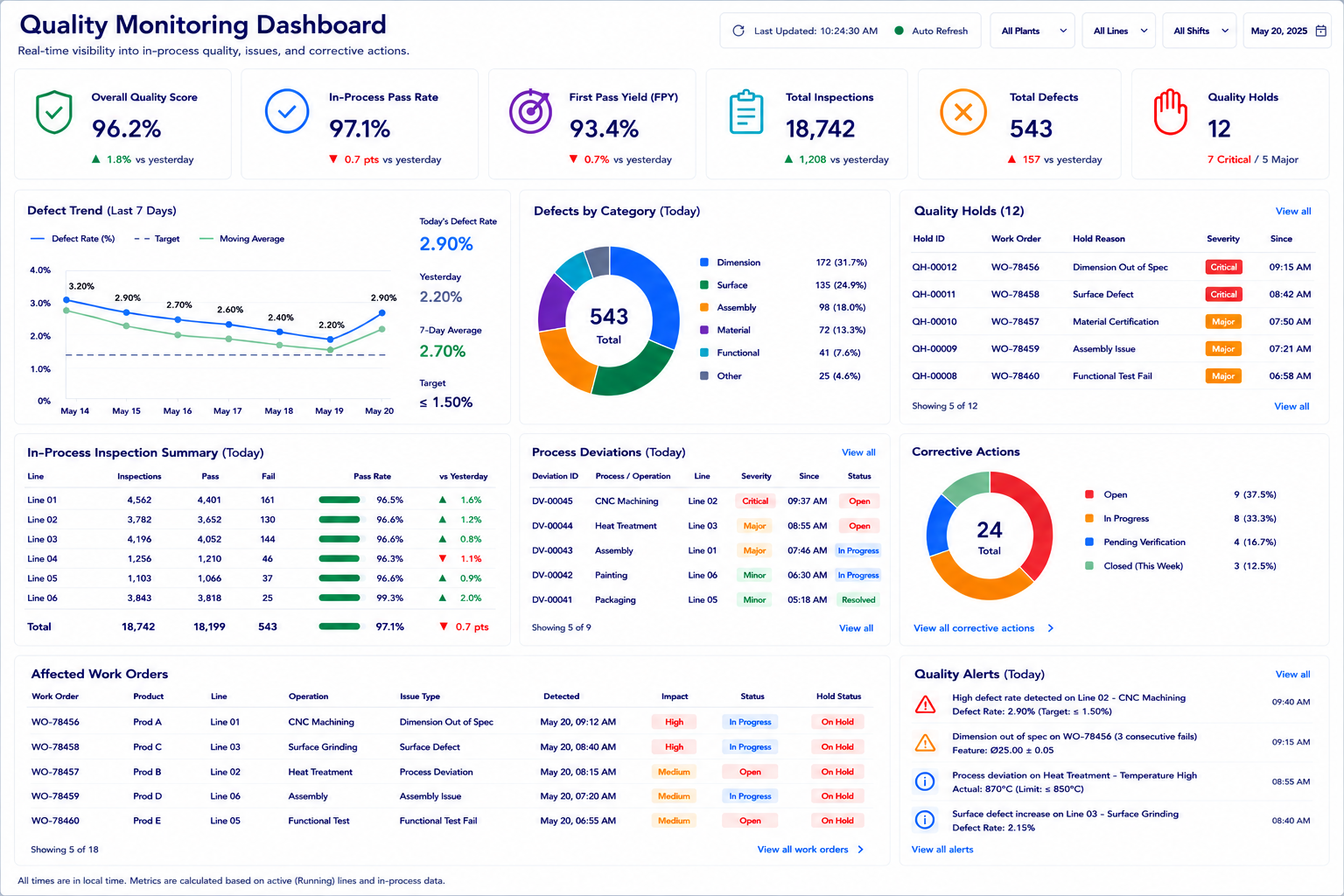
Quality Signals Should Trigger Action During Production
Quality control becomes expensive when issues are discovered after production is complete. If defects are found only during final inspection, the factory may already have consumed labor, materials, machine time, and capacity. The later a quality issue is discovered, the fewer options the team has to prevent rework, scrap, or customer impact.
MES should move quality signals closer to production execution. If process values drift, defects repeat, inspection results fall outside tolerance, or an operator records a recurring issue, the system should trigger action immediately. Quality data should influence whether work continues, pauses, or requires review. For example, an electronics manufacturer may detect slight soldering variation across one shift. Without MES, the issue may appear only after final test failures increase. With MES-connected quality signals, tolerance drift can trigger a line review before hundreds of units require rework.
Quality controls should focus on:
In-process inspection results
Defect and rework trends
Quality hold status
Process deviation alerts
Corrective action ownership
Hard rule: Make it impossible to continue production when critical quality thresholds are exceeded without quality review, owner assignment, and disposition. Business benefit: lower scrap, less rework, faster corrective action, and stronger customer quality performance.
Downtime Should Become an Action Signal
Downtime reporting often becomes a historical explanation. Teams know the machine stopped, but not early enough to protect the schedule. If downtime reasons are entered late, categorized inconsistently, or reviewed only after the shift, the factory loses the opportunity to respond while the issue is still active.
MES should connect downtime to work orders, machines, operators, maintenance context, and production targets. A short stoppage may not require escalation. Repeated stoppages on the same line, the same asset, or the same product family should become a management signal. The value is not only knowing that downtime happened. It is knowing whether downtime is beginning to threaten output, schedule, or customer commitments.
Downtime controls should include:
Real-time downtime capture
Reason code consistency
Machine and work order linkage
Repeated issue detection
Maintenance or supervisor escalation
Hard rule: Make it impossible for repeated downtime events to remain open without cause, owner, and follow-up action. Business benefit: faster recovery, improved equipment utilization, stronger schedule adherence, and better maintenance prioritization. Enforcing this immediate accountability prevents chronic operational issues from blending into the background, ensuring that every disruption triggers the exact ownership required to realize these long-term reliability and schedule benefits.
The MES Maturity Model
MES value does not appear in one step. Most manufacturers move through several maturity stages as they improve how production data, execution status, quality signals, and management decisions are connected. Instead of treating this transition as a simple technology rollout, leadership must navigate these operational phases sequentially, ensuring that each layer of connectivity stabilizes before moving upward to capture the full strategic value of the system.
The MES Maturity Model can be viewed in five stages:
Record: production activity is captured after work happens.
Visualize: work orders, output, downtime, and quality status become visible during the shift.
Respond: exceptions trigger supervisor, quality, maintenance, or planning action.
Predict: downtime, quality drift, labor constraints, and schedule risk are identified before targets are missed.
Adapt: the factory adjusts priorities, resources, and execution workflows based on real-time conditions.
Many manufacturers begin at the record or visualize stage. The practical goal is not to jump immediately to a fully autonomous factory. The goal is to move from delayed reporting to controlled execution, then from controlled execution to predictive factory intelligence. By focusing on this realistic progression, management ensures the factory solidifies its operational control at every step, transforming the system from a historical log into an active instrument for future performance.
Hard rule: Make it impossible for MES implementation to remain only a production recording project when real-time exceptions, quality signals, and downtime patterns can support active control. Business benefit: clearer MES roadmap, better implementation priorities, stronger adoption, and more measurable factory improvement.

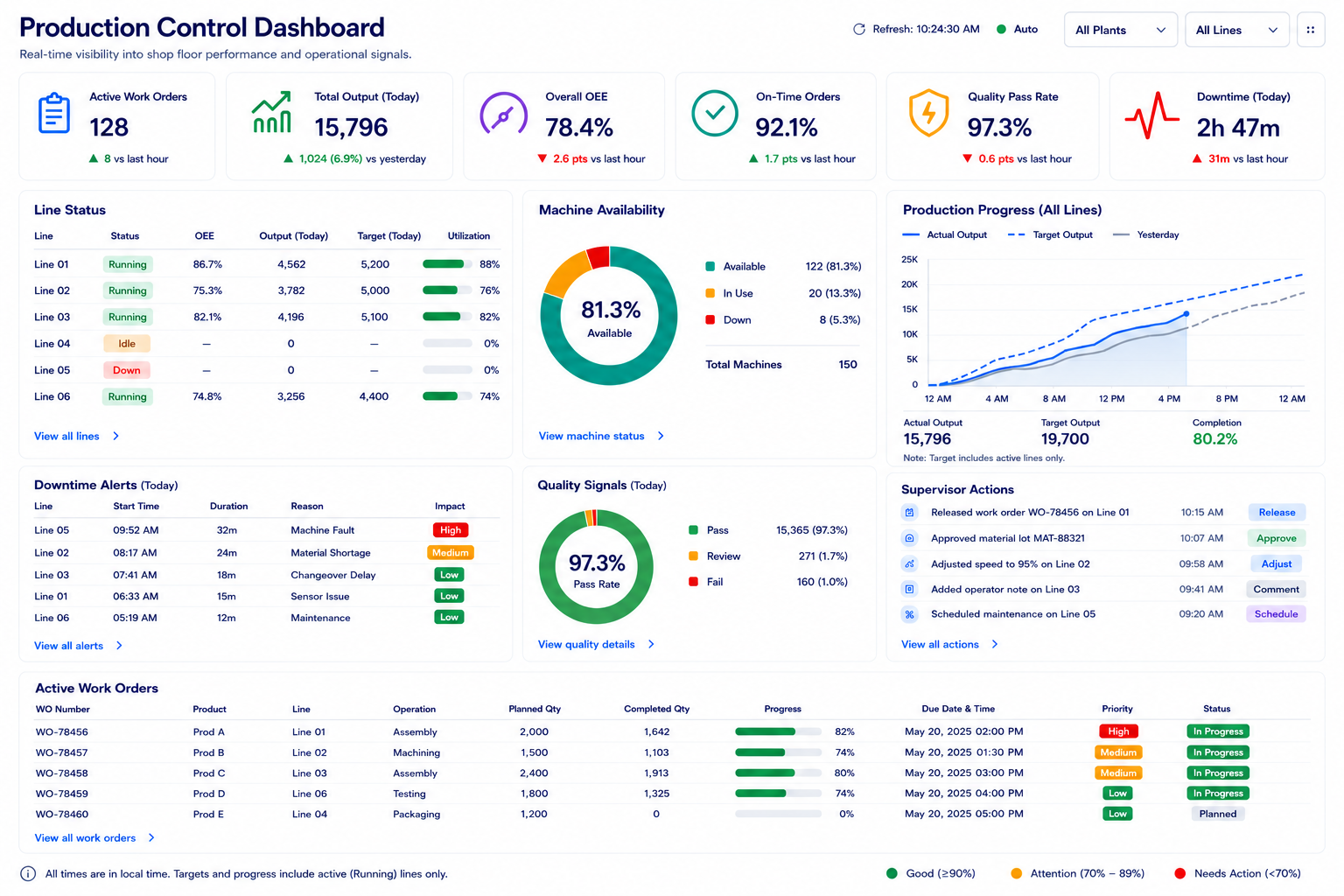
Factory Performance Should Be Managed While Production Is Running
Many factories measure performance after the fact. They review yesterday’s output, last week’s efficiency, or last month’s OEE. These metrics are useful, but they cannot change what already happened. Factory performance improves when teams see production movement while there is still time to adjust labor, materials, machines, and priorities.
MES should help managers track performance during execution. If throughput falls behind plan, yield drops, downtime increases, or labor efficiency weakens, the system should show the impact before the shift closes. Supervisors can then rebalance resources, investigate causes, adjust priorities, or escalate problems earlier.
Factory performance visibility should include:
Output against plan
OEE and downtime movement
Yield and scrap trends
Labor and machine utilization
Schedule adherence risk
Hard rule: Make it impossible to manage production performance using only historical reports when real-time production risk is already visible. Business benefit: faster performance correction, better resource allocation, higher throughput, and stronger operational discipline.
Execution Data Should Connect the Whole Factory
Production execution does not happen in one department. ERP may hold customer orders and production plans. Inventory teams manage materials. Maintenance tracks asset condition. Quality manages inspection and defects. Operators run the line. Supervisors manage exceptions. If these records remain disconnected, the factory does not have one execution view.
MES should act as the connection layer between planning and execution. It should show whether the plan is actually executable, whether production is moving as expected, whether materials and machines are ready, whether quality is under control, and whether exceptions are affecting delivery. This gives the factory a shared operating view instead of separate departmental updates.
When execution data is connected, teams can understand how one issue affects another. A material delay affects a work order. A machine stoppage affects schedule. A quality hold affects shipment readiness. A labor shortage affects output. MES helps these signals become visible in one workflow.
Hard rule: Make it impossible for production, quality, inventory, maintenance, and work order status to remain disconnected when they affect the same production commitment. Business benefit: stronger cross-functional coordination, fewer execution gaps, faster issue resolution, and clearer production accountability.
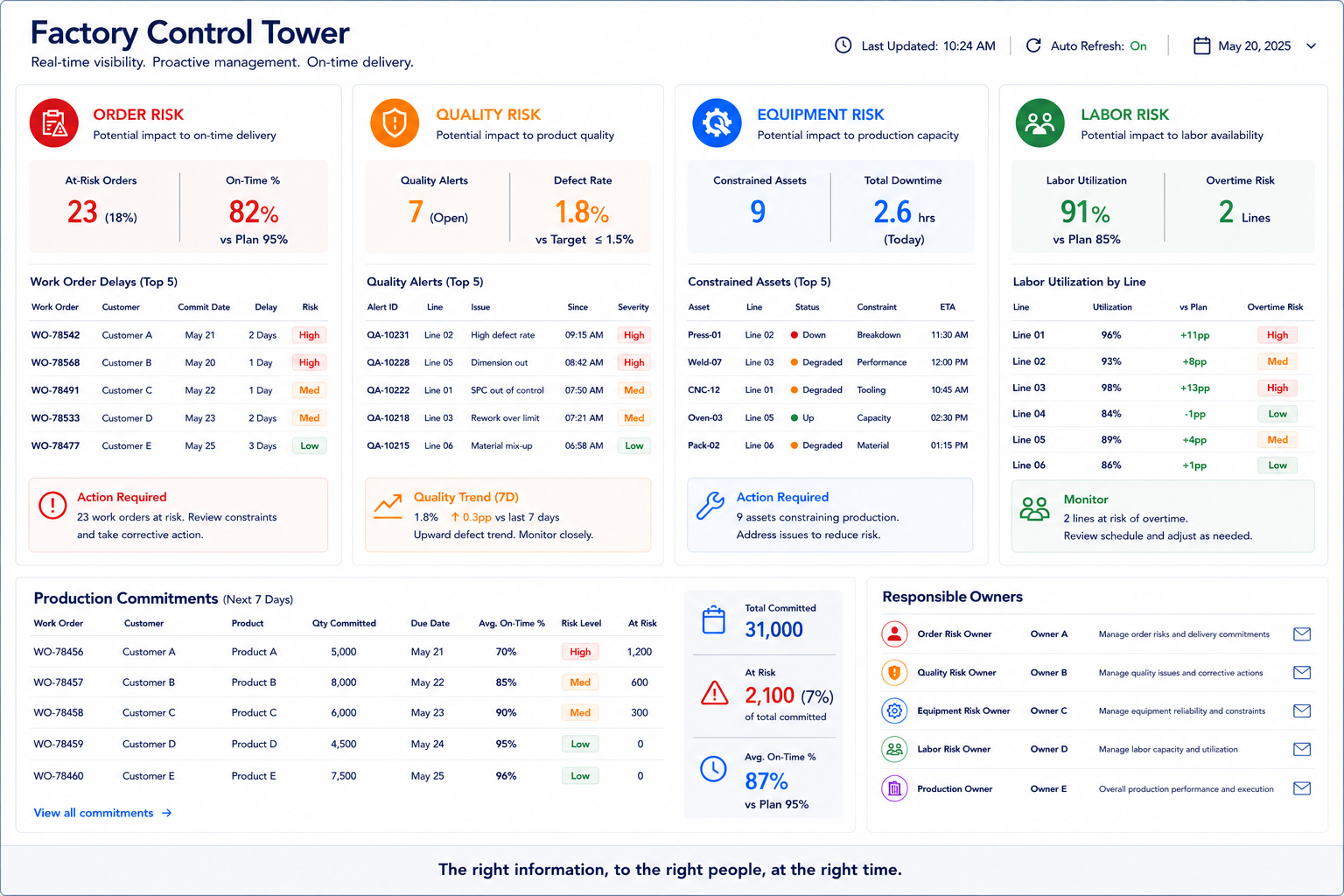
Management Needs a Factory Control Tower
Management does not need more production reports that explain what happened after the shift. Leaders need a factory control tower that shows where production risk is forming now. The most useful MES view is not a collection of charts. It is an action view that shows which orders, lines, machines, quality issues, and bottlenecks need attention.
A practical Factory Control Tower should organize shop floor risk into four areas:
Order risk: delayed work orders, missed output targets, and shipment exposure
Quality risk: defect trends, quality holds, rework, and process drift
Equipment risk: downtime patterns, machine constraints, and maintenance escalation
Labor risk: operator availability, labor variance, and shift performance gaps
This framework helps management understand not only what is happening, but where intervention should start. Without this view, factory leaders explain losses after production is affected. With MES-driven factory intelligence, they can intervene while production outcomes can still be changed.
Why Companies Invest in Industry Software
Manufacturers invest in Industry Software when production data is available but not actionable enough. The issue is not only collecting more shop floor data. The issue is connecting work orders, production status, quality signals, downtime, labor activity, and management visibility into one execution workflow.
Industry Software helps manufacturers start with the execution problem that creates the greatest business pressure. Some companies need better work order visibility. Others need stronger quality control, downtime response, production readiness, or factory performance management. Industry Software supports a practical path: solve the most urgent shop floor control issue first, then expand into deeper production analytics, workflow controls, and management dashboards.
Industry Software supports MES through:
Cloud-based access across production, quality, maintenance, planning, and management teams
Modular deployment for work orders, production tracking, quality signals, downtime, dashboards, or analytics
Configurable workflows for production release, holds, exceptions, approvals, and escalation rules
Real-time production visibility across lines, shifts, machines, operators, and work orders
Quality and downtime integration that connects defects, holds, stoppages, corrective actions, and production impact
Factory intelligence dashboards for order risk, quality risk, equipment risk, labor risk, and execution health
Dedicated implementation support for workflow setup, production data structure, dashboards, reporting, training, and ongoing optimization
Without this structure, factories discover problems after production is already affected. With Industry Software, manufacturers can identify risk earlier, control execution more clearly, improve quality response, and turn production data into factory intelligence. Replacing reactive firefighting with structured control ensures that everyday variables no longer disrupt the schedule, directly enabling management to stabilize operations and convert these connected insights into sustained competitive advantage.