Planning Should Move From Replenishment to Synchronization
Many manufacturers still treat MRP as a purchasing engine. The system identifies shortages, creates purchase suggestions, and helps planners decide what to order. That is useful, but it is not enough when customer demand changes quickly, supplier lead times shift, product mix varies, and capacity constraints affect what the factory can actually produce.
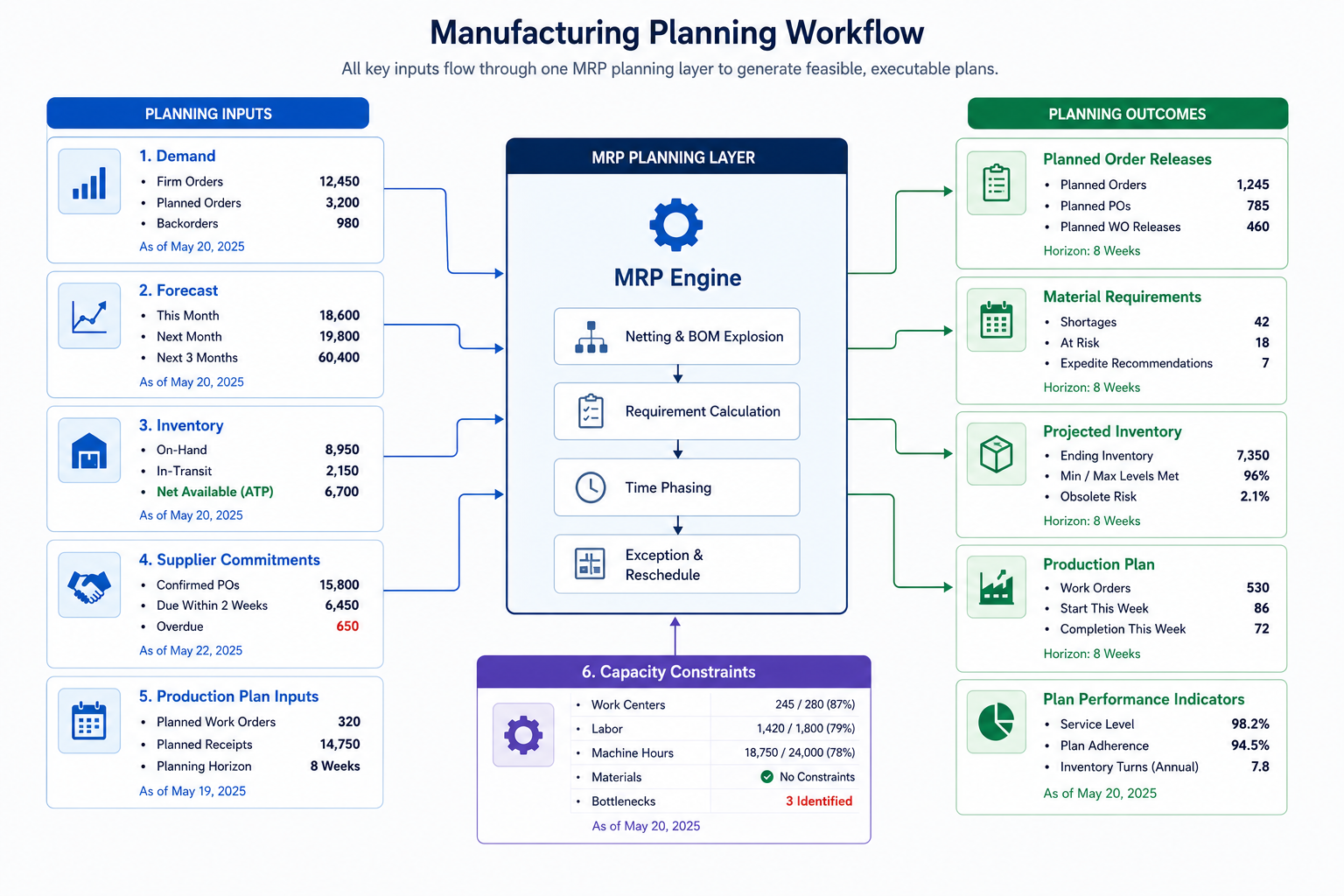
Responsive MRP should synchronize decisions before purchasing or production commitments are released. Demand should influence material requirements. Supplier commitments should update availability assumptions. Inventory should be evaluated by business risk. Capacity should limit what the plan can promise. When these relationships are disconnected, planners may buy materials too late, hold the wrong stock, or release schedules that operations cannot support. A stronger MRP process does not simply ask, “What do we need to buy?” It asks whether demand, supply, stock position, and production capacity are aligned enough to support the next operational decision.
Hard rule: Make it impossible to create material plans without visibility into customer demand, forecast requirements, available inventory, supplier commitments, and production capacity. Business benefit: fewer shortages, better inventory utilization, reduced emergency purchasing, and stronger delivery performance.
The Planning Health Index
Manufacturers need a simple way to understand whether the plan is stable enough to execute. A production plan may look complete on paper, but if supplier reliability is weak, inventory coverage is thin, and schedule changes are frequent, the plan still carries risk. A practical metric is the Planning Health Index: Planning Health Index = (Demand Coverage × Supplier On-Time Rate) ÷ (Inventory Days + Plan Change Frequency).
For example, a manufacturer has 92% demand coverage and an 86% supplier on-time rate. Inventory days are 38, and the plan changes 6 times during the planning cycle. Planning Health Index = (0.92 × 0.86) ÷ (38 + 6) = 0.018. Another product family has 96% demand coverage, 94% supplier on-time rate, 26 inventory days, and 2 plan changes. Planning Health Index = (0.96 × 0.94) ÷ (26 + 2) = 0.032. The second plan is healthier because it has stronger supply reliability, lower inventory exposure, and fewer planning changes. The number is not meant to be a universal standard. It gives planners and management a practical way to compare planning risk across product lines, plants, or planning periods.
Hard rule: Make it impossible to judge planning quality only by whether material requirements have been generated when demand coverage, supplier reliability, inventory exposure, and schedule volatility show risk. Business benefit: clearer planning prioritization, earlier risk intervention, and better management visibility into plan stability.
Demand Should Drive Material Decisions
Effective material planning begins with demand, not stock levels. Static forecasts, historical averages, and purchasing habits may work during stable periods, but they become less reliable when customer demand shifts, product mix changes, or lead times become uncertain.
A responsive planning process continuously connects customer orders, forecast demand, production schedules, and inventory availability. Instead of waiting for shortages to appear, planners should understand whether future demand can be supported under current supply and capacity conditions. This helps procurement act earlier and reduces last-minute schedule changes.
A mid-sized electronics manufacturer used this approach after repeated shortages disrupted production. Before connecting demand, supplier commitments, and inventory coverage, 14% of production orders experienced material shortages. After implementation, shortages fell to 5%, inventory turnover improved by 32%, and emergency purchasing decreased by 47% over two planning cycles. The improvement came from planning visibility, not simply higher inventory.
Key demand inputs should include:
Confirmed customer orders
Forecast demand by planning period
Production schedules
Current inventory and reserved stock
Open purchase commitments
Hard rule: Make it impossible to approve purchasing decisions that are disconnected from current demand, inventory availability, and production priorities. Business benefit: stronger forecast alignment, fewer shortages, reduced material waste, and more predictable production performance.
Inventory Should Be Positioned by Risk, Not Volume
Inventory planning is often measured by quantity and value. High-performing manufacturers measure inventory by operational risk. A low-cost component with a sixteen-week lead time may create more production risk than an expensive item that can be replenished in two days. Broad inventory reduction can improve working capital on paper while increasing shortage exposure in operations.
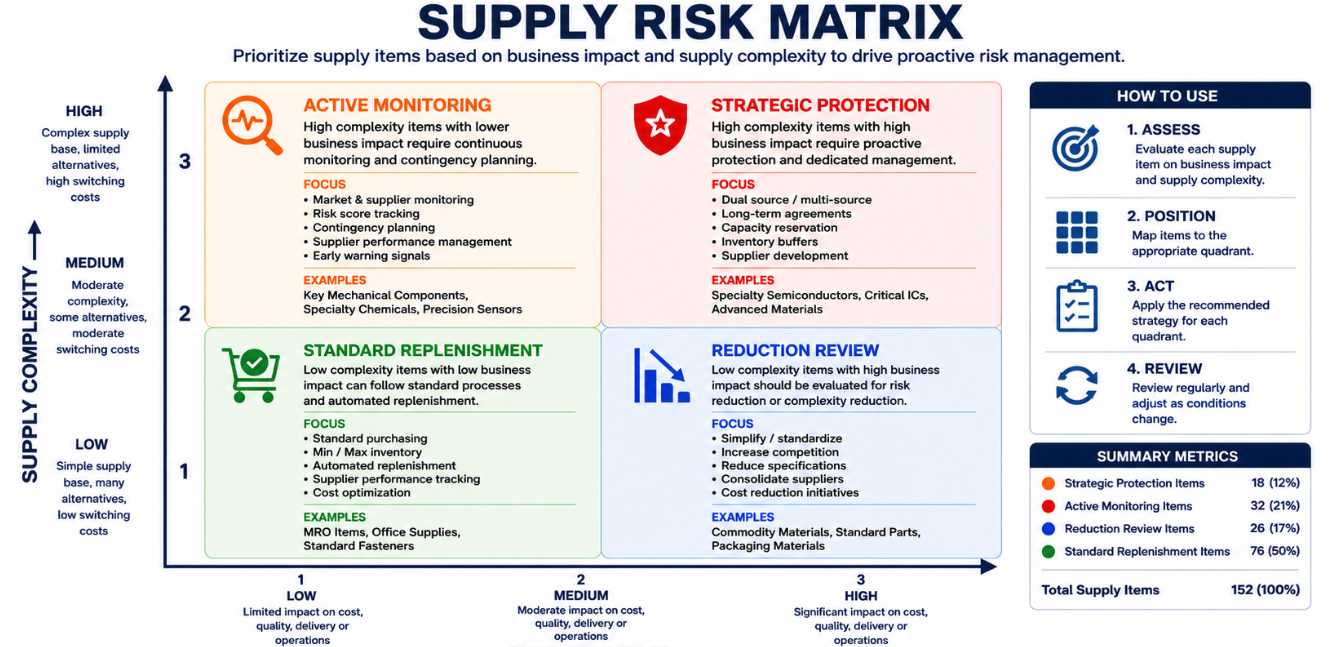
A stronger MRP process evaluates inventory according to material criticality, lead-time exposure, supplier reliability, and production impact. The goal is not to hold less inventory everywhere. The goal is to hold the right inventory where it protects production and customer commitments. This is where the Supply Risk Matrix becomes useful. Materials can be evaluated by two dimensions: business impact and supply complexity. High-impact, high-complexity items require stronger planning control, supplier monitoring, and safety stock discipline. Low-impact, low-complexity items can follow simpler replenishment logic.
Supply risk should be reviewed through:
Business impact if unavailable
Supplier lead-time exposure
Single-source dependency
Demand variability
Inventory aging and excess risk
Hard rule: Make it impossible to apply the same inventory policy to materials with significantly different lead times, supply risks, or production impact. Business benefit: lower carrying costs, stronger production continuity, better inventory turns, and more effective use of working capital.
Supplier Commitments Should Update the Plan Continuously
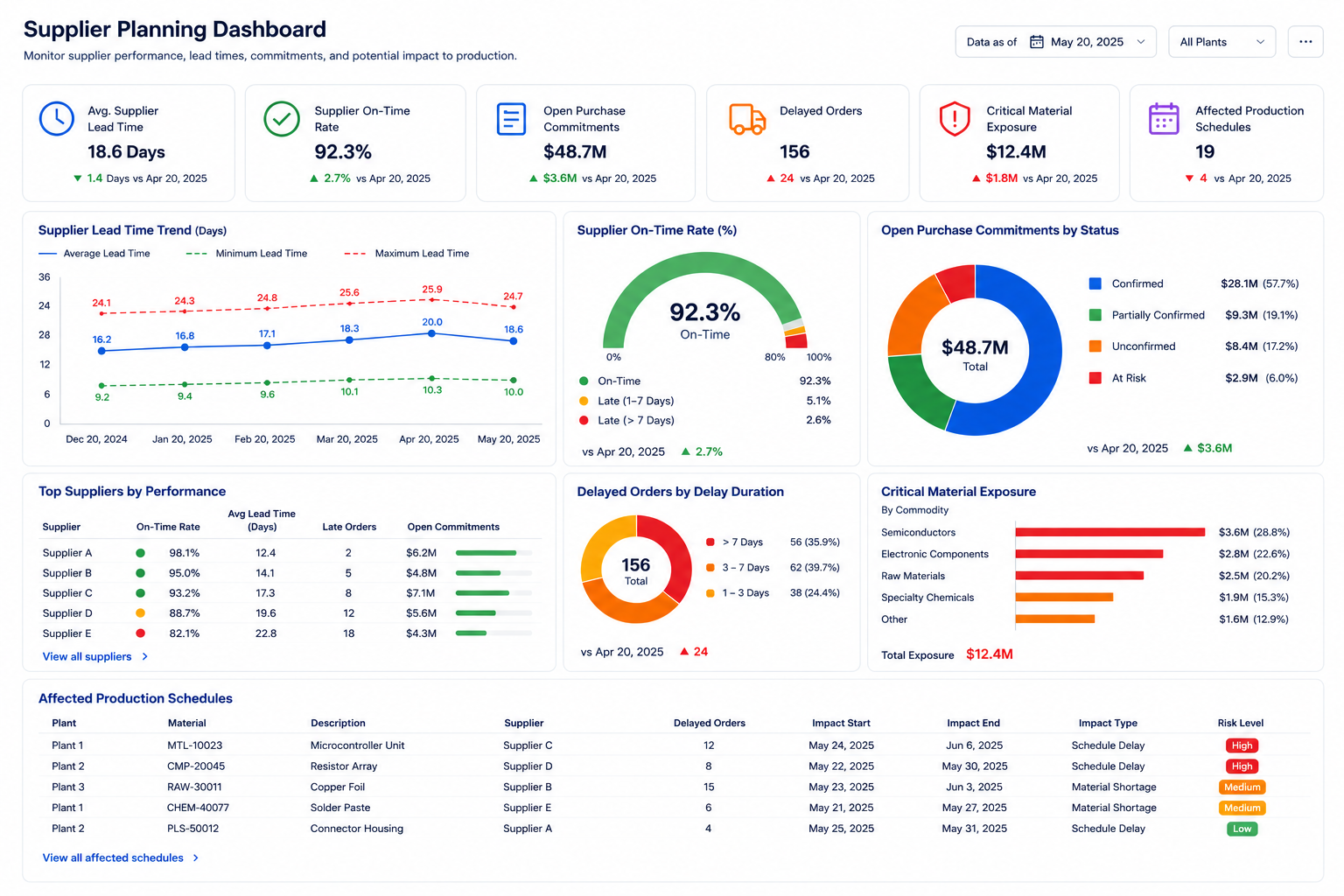
A purchase order does not guarantee material availability. Supplier lead times increase, deliveries move, capacity becomes constrained, and material availability changes. If these updates do not feed back into MRP, the plan continues using outdated assumptions while shortage risk grows quietly.
Supplier performance should become a planning signal. When lead time changes, partial shipments occur, or delivery commitments shift, material availability should update immediately. This allows planners to adjust schedules, qualify alternatives, change inventory buffers, or revise customer commitments before production is affected. This is particularly important for manufacturers that rely on specialized materials, long-lead components, or global suppliers. In these environments, supplier performance is not only a procurement issue. It is a production reliability issue.
Hard rule: Make it impossible to assume material availability without validating current supplier commitments, lead-time performance, and supply risk exposure. Business benefit: fewer supply disruptions, improved supplier accountability, stronger production reliability, and more predictable delivery performance.
Capacity Should Limit What the Plan Can Promise
MRP cannot stop at material availability. A factory may have the right materials and still miss delivery because labor, machines, tooling, or production hours are not available. When capacity is ignored, the plan becomes optimistic rather than executable. Management does not need another dashboard that only shows historical resource utilization and past capacity charts because those numbers merely explain the past. Instead, leaders need a view that shows exactly which capacity bottleneck decisions must be made right now to guarantee on-time delivery.
Responsive planning should connect material requirements with manufacturing capacity. Before production schedules are released, planners should understand whether equipment, labor, tooling, shift availability, and maintenance windows can support the required output. If capacity cannot support the plan, the system should surface the constraint before customer commitments are affected. This changes MRP from material planning into execution-aware planning. Materials answer what can be supplied. Capacity answers what can actually be produced.
Hard rule: Make it impossible to release production schedules that exceed available manufacturing capacity without management approval. Business benefit: higher schedule reliability, better resource utilization, fewer bottlenecks, and improved customer delivery performance.
Production Readiness Should Be Confirmed Before Release
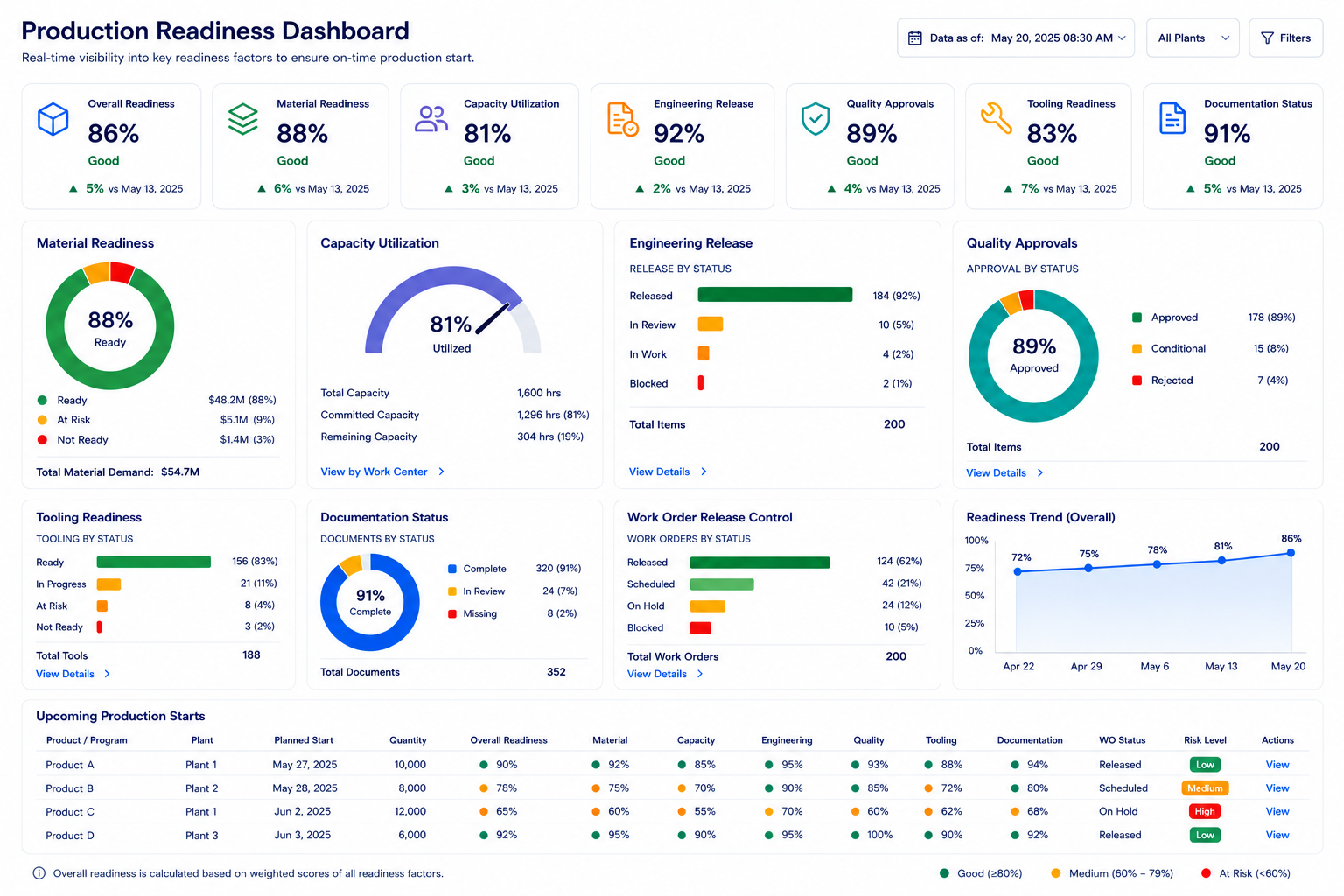
Production readiness involves more than material availability. A work order may appear ready because inventory exists, yet production can still be delayed by missing engineering changes, incomplete documentation, unavailable tooling, unresolved quality requirements, or pending approvals.
Leading manufacturers reduce disruption by evaluating readiness before work reaches the production floor. They verify that materials, capacity, engineering release status, quality requirements, production documentation, and tooling are aligned before production orders are released. This prevents issues from being discovered after labor and machine time have already been committed.
Readiness indicators should include:
Material availability
Capacity availability
Engineering release status
Quality requirements
Production documentation
Tooling readiness
Hard rule: Make it impossible to release production orders when critical materials, engineering approvals, capacity requirements, or quality controls remain incomplete. Business benefit: reduced production delays, lower rework costs, improved execution consistency, and stronger manufacturing performance.
The MRP Maturity Model
MRP improvement does not happen in one step. Most manufacturers move through maturity stages as they improve how demand, supply, inventory, and capacity are connected. Management does not need another dashboard that only shows historical project timelines and past milestone updates because those numbers merely explain the past. Instead, leaders need a view that shows exactly which transformation and capability decisions must be made right now to advance to the next level of operational efficiency.
The MRP Maturity Model can be viewed in four stages:
Reactive Replenishment: purchasing reacts to shortages, low stock, and urgent requests.
Safety Stock Driven: inventory buffers protect operations, but working capital may increase.
Demand Driven: customer orders, forecasts, and production schedules guide material decisions.
Synchronized Planning: demand, supply, inventory, supplier commitments, and capacity operate from one planning view.
Most manufacturers do not need to reach the highest stage immediately. The practical goal is to identify the biggest planning gap and strengthen the next level of control. A company still reacting to shortages should first connect inventory and replenishment signals. A company with stronger demand planning may be ready to connect supplier risk, capacity, and production readiness.
Hard rule: Make it impossible for MRP improvement to remain focused only on purchasing automation when demand, supply, inventory, and capacity gaps are causing planning risk. Business benefit: clearer planning roadmap, better implementation priorities, stronger adoption, and more measurable planning improvement.
Management Needs a Planning Risk View
Senior leaders do not need more planning reports. They need visibility into planning risk. Traditional reports explain what happened after shortages, excess inventory, or capacity conflicts have already affected the business. A stronger planning view shows which assumptions are changing and which decisions need attention now.
Management should be able to answer:
Which customer orders are at risk?
Which materials threaten delivery commitments?
Which suppliers create the greatest exposure?
Which inventory categories consume excessive working capital?
Which production lines are approaching capacity limits?
Which planning assumptions are changing most rapidly?
The goal is not more data. The goal is faster and better decisions. When planning risk becomes visible earlier, management can intervene before shortages become missed deliveries, before excess inventory becomes write-offs, and before capacity constraints affect revenue.
Why Companies Invest in Industry Software
Manufacturers do not invest in Industry Software simply to automate purchasing or generate material plans. They invest because disconnected planning creates operational cost. When demand forecasting, inventory management, procurement, supplier information, and production planning operate separately, teams spend more time reacting to problems than preventing them.
Industry Software helps manufacturers connect planning activities into one operational framework. Demand changes can influence purchasing decisions. Supplier delays can affect production schedules. Capacity constraints can influence customer commitments. Inventory exposure can be evaluated alongside service requirements.
Industry Software supports MRP through:
Cloud-based access across planning, procurement, inventory, production, and management teams
Modular deployment for demand planning, inventory visibility, supplier commitments, production readiness, or dashboards
Configurable workflows for planning review, purchase approval, shortage escalation, and production release controls
Demand-driven planning connected to inventory position, supplier commitments, and production priorities
Supplier risk visibility through lead-time trends, delivery commitments, and critical material exposure
Capacity-aware planning that helps prevent unrealistic production commitments
Planning risk dashboards for shortages, inventory exposure, supplier delays, and readiness gaps
Dedicated implementation support for workflow setup, data structure, reporting, training, and ongoing optimization
Final Summary
Material Requirements Planning is no longer just a purchasing process. It is a business discipline that connects demand, supply, inventory, supplier performance, production capacity, and operational execution. Industry Software helps manufacturers create this alignment through cloud-based access, modular deployment, configurable workflows, demand-driven planning, supplier risk visibility, capacity-aware planning, planning risk dashboards, and dedicated implementation support. The result is not simply better material planning. It is better business performance.