Material Requirements Planning is the core engine of supply chain management in manufacturing enterprises. It answers a deceptively simple yet extraordinarily complex question: what materials are needed, how many, and when, to fulfill production schedules and customer orders. Traditional MRP systems generate purchase recommendations and production orders through explosion calculations based on bill of materials, inventory balances, and production plans. This logic has been widely applied over the past decades and remains standard practice in manufacturing.
Yet traditional MRP has a fundamental limitation: it is static. The recommendations generated after a planning run are treated as settled until the next planning cycle. When demand changes, suppliers delay deliveries, or equipment fails, the gap between plan and reality widens, leading to material shortages or inventory buildup.
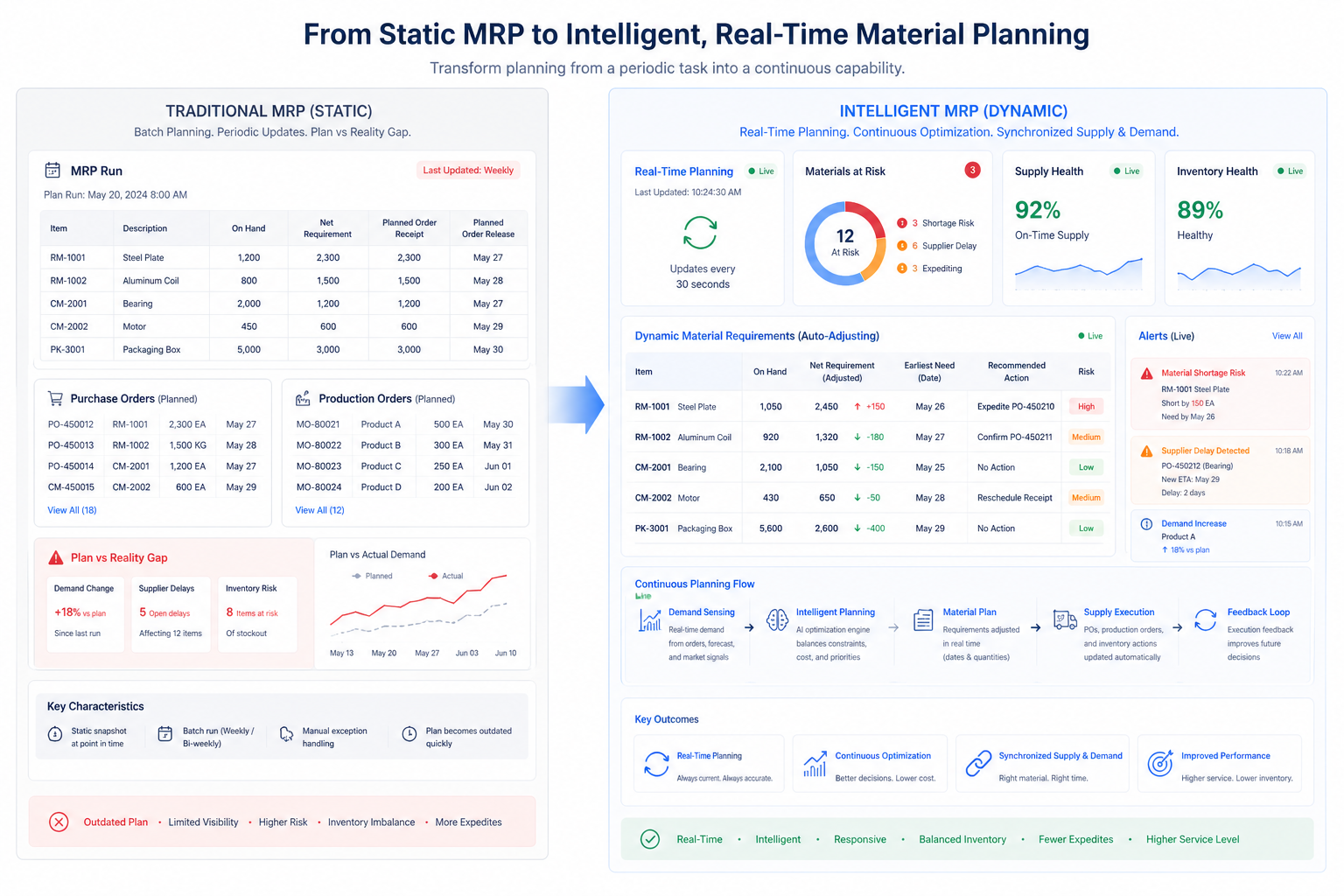
Artificial intelligence is now driving MRP from static explosion to dynamic responsiveness. Intelligent MRP is no longer a batch process run every few days or weekly. It is a dynamic optimization engine that continuously senses demand changes and adjusts supply plans in real time. The core proposition of intelligent MRP is not to replace planners but to transform planning from a periodic activity into a continuous capability, keeping material supply synchronized with production demand at all times.
The Logic from Demand to Supply
The basic logic of Material Requirements Planning is explosion. Using the product bill of materials, the system breaks down finished goods demand into component requirements, subtracts on hand inventory and in transit orders, calculates net requirements, and finally generates purchase recommendations and production orders. This logic works well under ideal conditions, but the real world is far from ideal.
Demand changes. Customer orders may be canceled or expedited. Sales forecasts deviate from actual demand. Market fluctuations are difficult to predict. Supply changes. Suppliers may delay deliveries. Transportation may encounter issues. Incoming materials may fail quality inspection. Production changes. Equipment may break down. Capacity may be constrained. Processes may be adjusted.
Every change renders the original plan obsolete. The next MRP run often occurs days later, during which material shortages or inventory buildup accumulate continuously. Planners are forced to respond through phone calls, emails, and emergency purchases. While necessary, this ad hoc response lacks systematic structure.
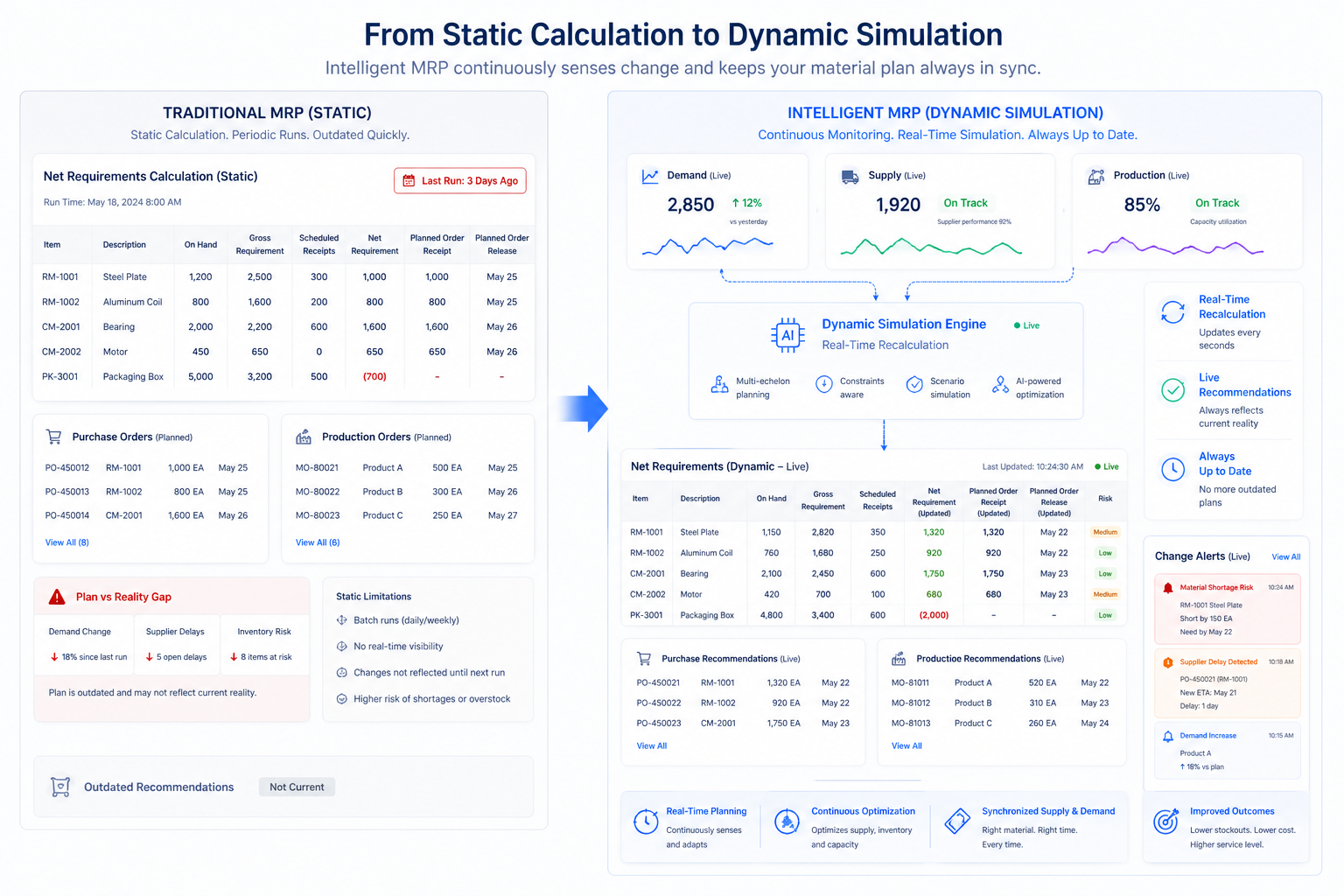
Intelligent MRP transforms this logic from static calculation to dynamic simulation. The system continuously monitors changes in demand, supply, and production, recalculating net requirements in real time. When changes occur, planners see updated recommendations rather than outdated plans from days earlier.
The Static Trap of Parameters
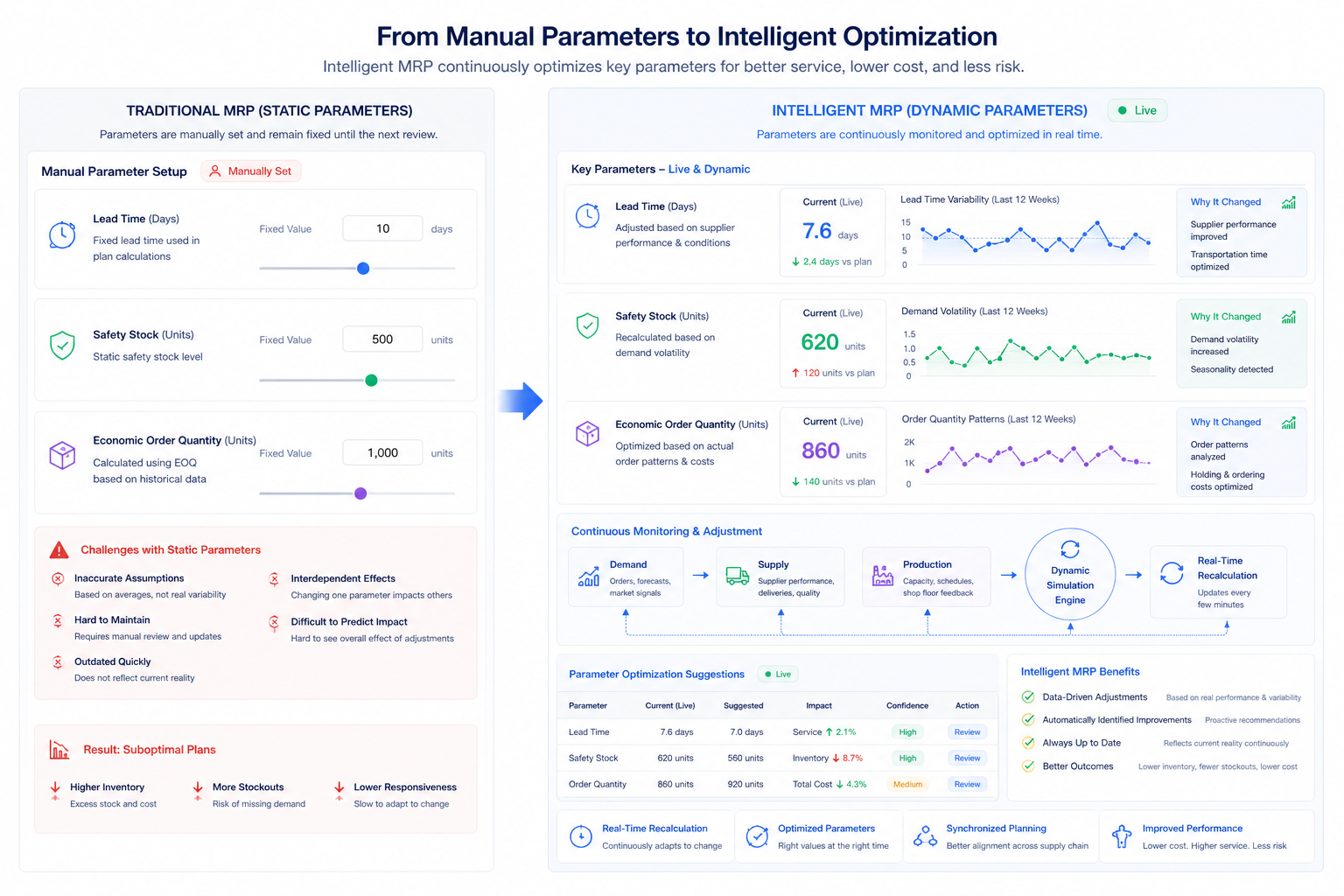
The effectiveness of traditional MRP depends heavily on the accuracy of parameter settings. Lead times, safety stock, economic order quantities, and ordering policies determine the results of plan calculations. Yet these parameters are often difficult to set accurately in practice.
Lead times are set as fixed values, but actual supply times fluctuate due to supplier performance, transportation conditions, and quality inspection. Safety stock is set as a static number, but actual demand volatility changes with seasons, markets, and competition. Economic order quantities are calculated based on historical consumption, but actual order sizes vary with customer requirements. More challenging is the interdependence of these parameters. Adjusting one parameter may trigger cascading effects on others, making it difficult for planners to predict the overall impact of adjustments.
Intelligent MRP transforms parameters from static inputs into dynamic variables. The system continuously analyzes deviations between actual performance and parameter settings, automatically identifying parameters that require adjustment. Lead times are dynamically updated based on supplier delivery performance. Safety stock is calculated in real time based on demand volatility. Economic order quantities are optimized based on actual order patterns. Planners no longer need to guess the appropriateness of parameter settings. The system provides data driven optimization suggestions, which planners can review and apply.
Dynamic Net Requirement Calculation
Net requirement is the core output of Material Requirements Planning. It tells procurement and production: how much more is needed and when. Traditional MRP calculates net requirements during each planning run and then treats the results as fixed until the next run.
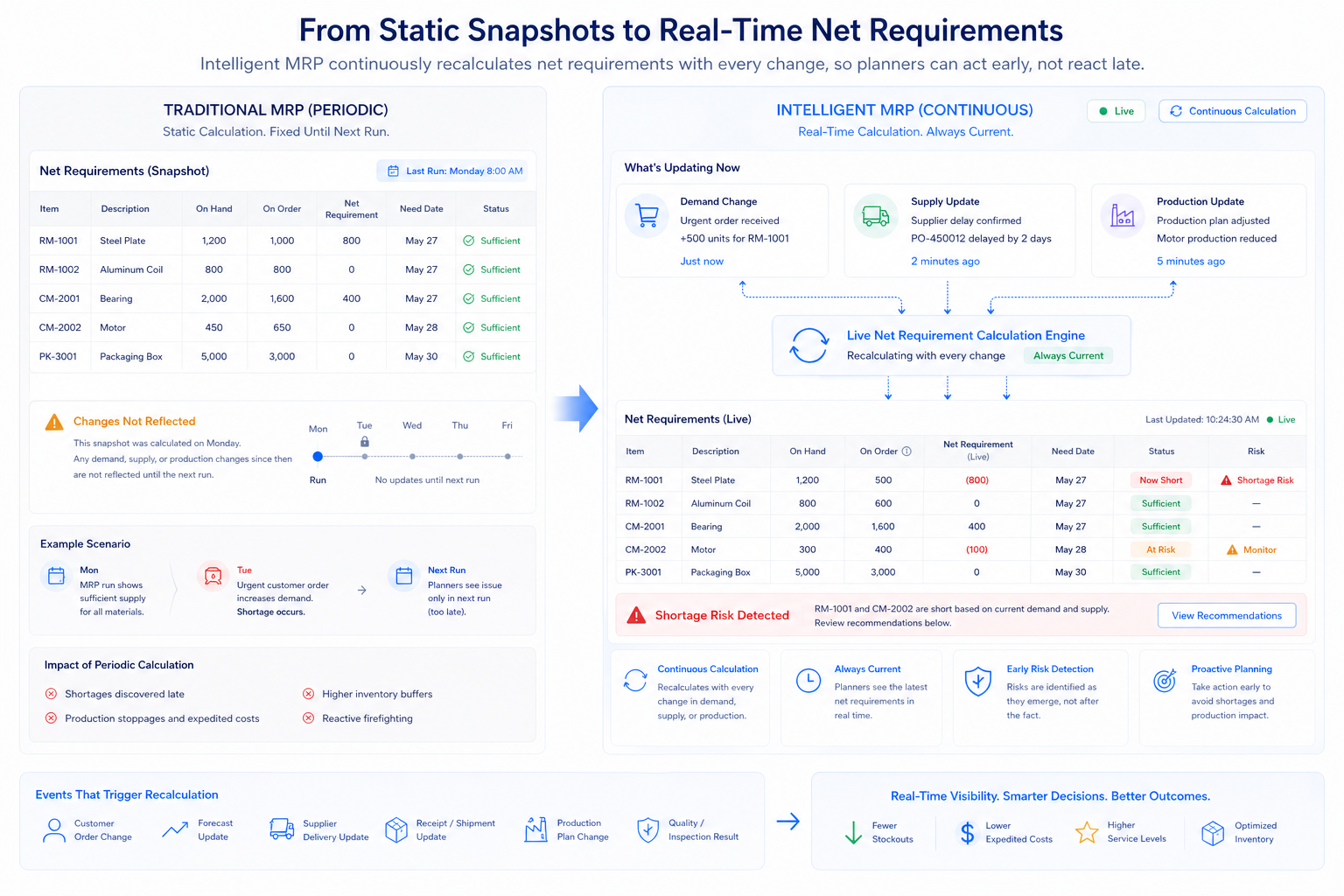
The limitation of this approach is that net requirements can change significantly between planning runs. A batch of materials may show sufficient supply on Monday, but become immediately short after an urgent customer order on Tuesday. Planners can only see this change during the next run, by which time the shortage may have already caused production stoppage.
Intelligent MRP transforms net requirement calculation from periodic to continuous. The system recalculates net requirements in real time with every demand change, every supply update, and every production adjustment. Planners always see net requirements based on the current state, not a snapshot from a point in time.
This dynamic calculation enables planners to identify risks early. Shortages are no longer surprises discovered after the planning run but are flagged as risks emerge. Planners can intervene proactively rather than reactively.
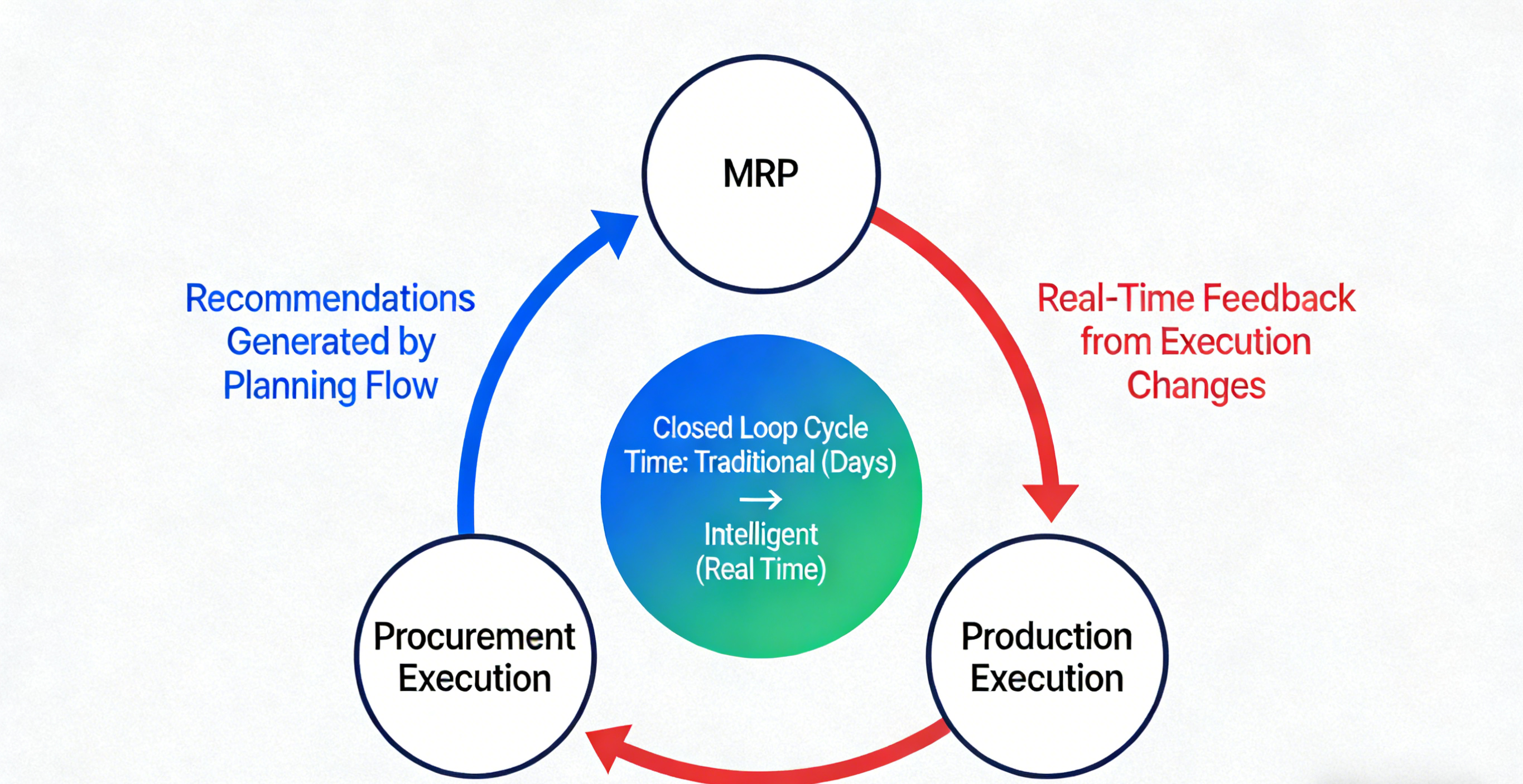
The Planning Execution Closed Loop
There is a disconnect between traditional MRP and execution systems. After MRP generates purchase recommendations, procurement executes independently. After MRP generates production orders, the shop floor executes independently. Changes occurring during execution are difficult to feed back into the planning system, causing the gap between plan and execution to widen.
When procurement confirms a supplier delay, this information does not immediately affect MRP net requirement calculations. When the shop floor adjusts production sequence due to equipment failure, this adjustment is not immediately reflected in material requirements. Planners do not see these changes until the next run, by which time the gap has already become entrenched.
Intelligent MRP addresses this disconnect by building a closed loop between planning and execution. Procurement confirmation is fed back to MRP in real time, and net requirements update immediately. Shop floor production progress is synchronized in real time, and material requirements adjust accordingly. Planning is no longer a forecast made in advance but a dynamic guide that persists throughout execution.
This closed loop keeps planning aligned with execution. Procurement personnel see the latest net requirements rather than static recommendations from days earlier. Production schedulers see real time material availability rather than estimates from the last planning run. Planners are freed from coordinating gaps and can focus their energy on higher value strategic planning.
Value Anchors
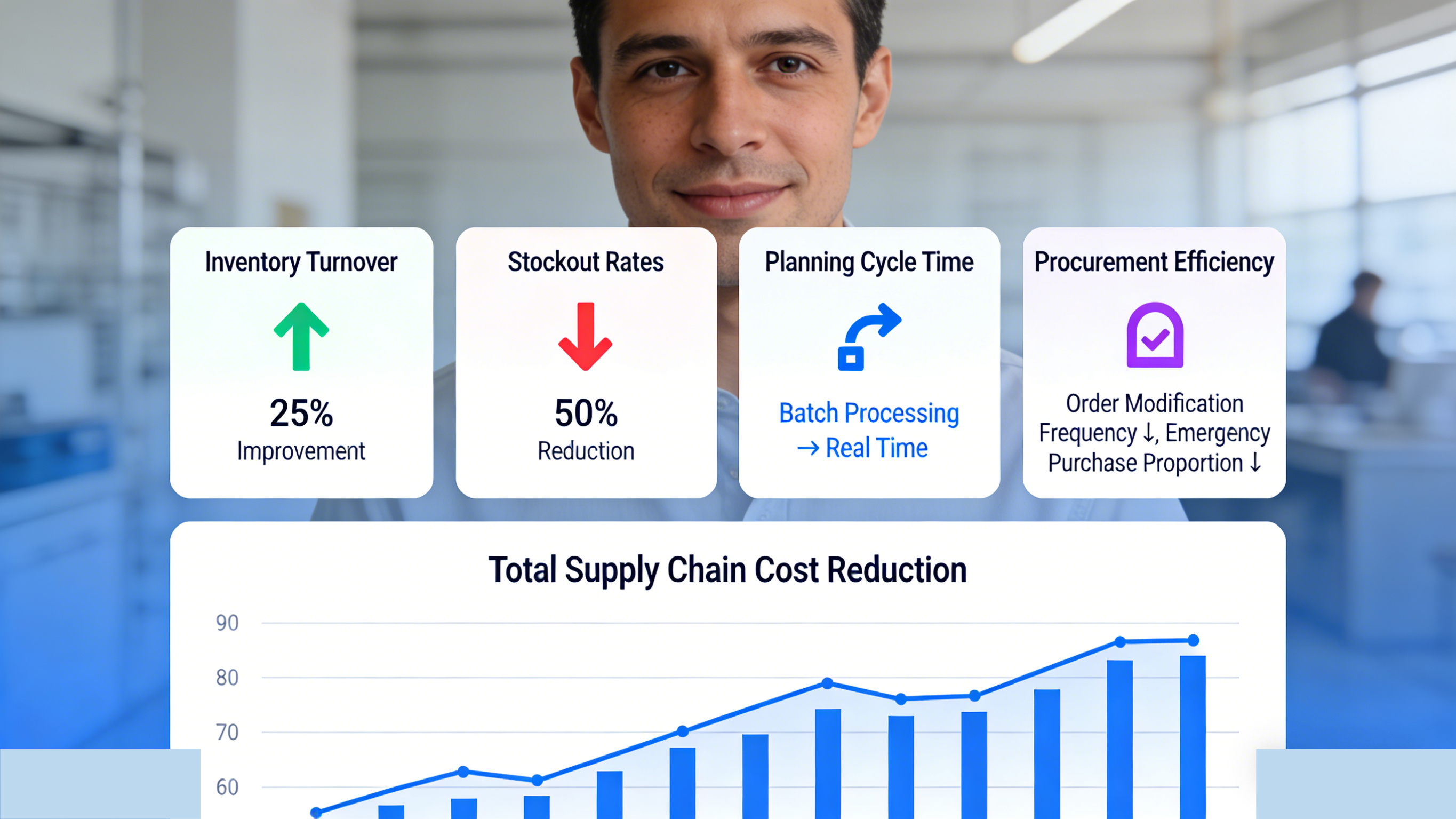
Enterprises that have deployed intelligent MRP report measurable improvements in supply chain performance.
Inventory turnover increases by 20% to 30%. Dynamic parameter optimization reduces safety stock redundancy, while real time net requirement calculation eliminates excess inventory caused by information lag.
Stockout rates decrease by 40% to 60%. Continuous monitoring and real time alerts enable planners to take action before shortages occur, significantly reducing production stoppage risk.
Planning cycle time is reduced from days to real time. Planning is no longer a weekly or daily batch activity but a dynamic process that continuously updates as demand changes.
Procurement efficiency improves by 25% to 35%. Procurement personnel place orders based on real time net requirements, reducing order modifications and emergency purchases caused by plan changes.
The Reinvention of Planning
Intelligent MRP transforms not only how planning is done but also the role of the planning function. In traditional models, planners spend substantial time processing data, coordinating gaps, and responding to emergencies. Their work is described as firefighting rather than strategic planning.
With intelligent MRP support, planners transition from data processors to decision designers. The system handles the heavy work of data collection, calculation, and monitoring. Planners focus on setting strategies, evaluating scenarios, and optimizing rules.
When the system identifies a supply risk for a material, planners no longer scramble to find a solution. They evaluate the multiple options provided by the system and select the one that best aligns with business strategy. When the system suggests adjustments to safety stock parameters, planners do not accept blindly but make judgments informed by market insights and competitive dynamics.
The significance of this role transformation is profound. Planners shift from reactive response to proactive design, from short term firefighting to long term optimization. Supply chain is no longer a cost center but a source of competitive advantage. In an environment of increasing demand volatility and supply uncertainty, this capability is more critical than ever.